tratamientos térmicos
Con el tratamiento conseguiremos modificar microscopicamente la estructura interna de los metales, produciéndose transformaciones de tipo físico, cambios de composición y propiedades permitiéndonos conseguir los siguientes objetivos:
- Estructura de mejor dureza y maquinabilidad
- Eliminar tensiones internas y evitar deformaciones después del mecanizado.
- Estructura más homogénea.
- Máxima dureza y resistencia posible.
- Variar alguna de las propiedades físicas
|
|
Tratamientos térmicos sin cambios de composición
RECOCIDO
-Tratamiento térmico que consiste en calentar la pieza hasta una temperatura dada. Posteriormente el acero es sometido a un proceso de enfriamiento lento en el interior del horno apagado. De esta forma se obtienen estructuras de equilibrio. Son generalmente tratamientos iniciales mediante los cuales se ablanda el acero. Tipos de recocido:
- De homogeneización: Se aplica a metales que poseen alguna soldadura defectuosa para homogeneizar sus propiedades.
- De regeneración: Se utiliza en aleaciones anormalmente duras por sufrir un enfriamiento demasiado rápido.
- De estabilización: Elimina tensiones internas en materiales que han sido sometidos a forja o laminación.
NORMALIZADO
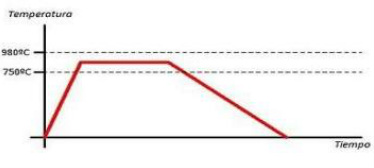
-El normalizado consiste en calentar rápidamente el material hasta una temperatura crítica manteniéndose durante un tiempo en ella, el enfriamiento posterior se realiza al aire. Mediante este proceso se consigue:
-El normalizado consiste en calentar rápidamente el material hasta una temperatura crítica manteniéndose durante un tiempo en ella, el enfriamiento posterior se realiza al aire. Mediante este proceso se consigue:
- Subsanar defectos de las operaciones anteriores de la elaboración en caliente (colada, forja, laminacion,...) eliminando las posibles tensiones internas.
- Preparar la estructura para las operaciones tecnológicas siguientes (por ejemplo mecanizado o temple). Se consigue que la estructura interna del acero sea más uniforme y aumentando la tenacidad. El normalizado se utiliza como tratamiento previo al temple y al revenido, aunque en ocasiones puede ser un tratamiento térmico final.
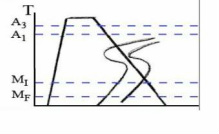
TEMPLE
Tratamiento térmico al que se somete a piezas ya conformadas de acero para aumentar su dureza, resistencia a esfuerzos y tenacidad.
Tratamiento térmico al que se somete a piezas ya conformadas de acero para aumentar su dureza, resistencia a esfuerzos y tenacidad.

REVENIDO
Tratamiento térmico que consiste en calentar el acero templado hasta temperaturas por debajo de las anteriores, manteniendo la temperatura el tiempo necesario, para después enfriar a la velocidad adecuada.
Su objetivo es eliminar las tensiones internas y estabilizar la estructura martensítica y aumentar la plasticidad. Permite que, en los diversos volúmenes, las deformaciones elásticas se conviertan en plásticas, disminuyendo la tensión
Tratamiento térmico que consiste en calentar el acero templado hasta temperaturas por debajo de las anteriores, manteniendo la temperatura el tiempo necesario, para después enfriar a la velocidad adecuada.
Su objetivo es eliminar las tensiones internas y estabilizar la estructura martensítica y aumentar la plasticidad. Permite que, en los diversos volúmenes, las deformaciones elásticas se conviertan en plásticas, disminuyendo la tensión
TRATAMIENTOS TÉRMICOS con CAMBIOS DE COMPOSICIÓN
CEMENTACIÓN
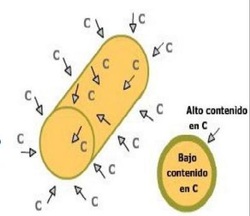
Consiste en incrementar la dureza superficial de una pieza de acero dulce, aumentando la concentración de carbono en su superficie. Se consigue teniendo en cuenta el medio o atmósfera que envuelve el metal durante el calentamiento y enfriamiento. El tratamiento logra aumentar el contenido de carbono de la zona periférica, obteniéndose después, por medio de temples y revenidos, una gran dureza superficial, resistencia al desgaste, buena tenacidad en el núcleo y aumento de la resiliencia. Se realiza con piezas que deben ser resistentes a golpes y a la vez al desgaste.
Consiste en incrementar la dureza superficial de una pieza de acero dulce, aumentando la concentración de carbono en su superficie. Se consigue teniendo en cuenta el medio o atmósfera que envuelve el metal durante el calentamiento y enfriamiento. El tratamiento logra aumentar el contenido de carbono de la zona periférica, obteniéndose después, por medio de temples y revenidos, una gran dureza superficial, resistencia al desgaste, buena tenacidad en el núcleo y aumento de la resiliencia. Se realiza con piezas que deben ser resistentes a golpes y a la vez al desgaste.
NITRURACIÓN (N)
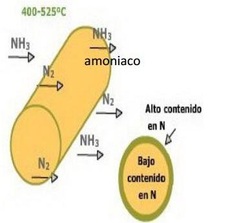
En este caso se incorpora nitrógeno a la composición superficial de la pieza. Al igual que la cementación este método también aumenta la dureza superficial del acero, aunque lo hace en mayor medida. Los aceros tratados por este procedimiento adquieren una alta resistencia a la corrosión. La técnica de nitruración se basa en calentar el acero a temperaturas comprendidas entre los 400 y 525 grados centígrados dentro de una corriente de gas amoniaco y nitrógeno.
En este caso se incorpora nitrógeno a la composición superficial de la pieza. Al igual que la cementación este método también aumenta la dureza superficial del acero, aunque lo hace en mayor medida. Los aceros tratados por este procedimiento adquieren una alta resistencia a la corrosión. La técnica de nitruración se basa en calentar el acero a temperaturas comprendidas entre los 400 y 525 grados centígrados dentro de una corriente de gas amoniaco y nitrógeno.
CIANURACIÓN
Este proceso permite el endurecimiento superficial de pequeñas piezas de acero. Utiliza baños con cianuro, carbonato y cianato sódico. Se aplican temperaturas entre 760ºC y 950ºC. Es una mezcla entre cementación y nitruración.
Este proceso permite el endurecimiento superficial de pequeñas piezas de acero. Utiliza baños con cianuro, carbonato y cianato sódico. Se aplican temperaturas entre 760ºC y 950ºC. Es una mezcla entre cementación y nitruración.
CARBONITRURACIÓN
Al igual que la cianuración, introduce carbono y nitrógeno en una capa superficial, sin embargo estos elementos están en forma de hidrocarburos como metano, etano o propano; amoniaco y monóxido de carbono. En este proceso se aplican temperaturas entre 650 y 850 grados centígrados. Es necesario realizar un temple y un revenido posterior.
Al igual que la cianuración, introduce carbono y nitrógeno en una capa superficial, sin embargo estos elementos están en forma de hidrocarburos como metano, etano o propano; amoniaco y monóxido de carbono. En este proceso se aplican temperaturas entre 650 y 850 grados centígrados. Es necesario realizar un temple y un revenido posterior.
SULFINIZACIÓN
En este proceso se incrementa la resistencia al desgaste obtenido en los procesos de cianuración y carbonitruración mediante la acción del azufre. Este se incorpora al metal por calentamiento a unos 565ºC en un baño de sales. Se aumenta la resistencia al desgaste, favorece la lubricación y disminuye el coeficiente de rozamiento.
En este proceso se incrementa la resistencia al desgaste obtenido en los procesos de cianuración y carbonitruración mediante la acción del azufre. Este se incorpora al metal por calentamiento a unos 565ºC en un baño de sales. Se aumenta la resistencia al desgaste, favorece la lubricación y disminuye el coeficiente de rozamiento.
