Los plásticos
Los plásticos son compuestos procedentes de sustancias naturales o también de compuestos orgánicos que han sufrido una gran transformación química. Estas sustancias pueden ser de origen:
- De origen mineral: Como el petróleo, la hulla o el gas natural.
- De origen vegetal: Como la madera, el algodón, algunas plantas oleaginosas, las gomas vegetales y la resina de algunos árboles.
- De origen animal: Fundamentalmente la leche y sus derivados, en particular la caseína.
estructura de los plásticos
Para la fabricación de un plástico se parte siempre de una sustancia de estructura simple denominada monómero. La reacción química de los monómeros provoca la unión de éstos en largas cadenas llamadas polímeros. Este proceso se denomina como polimerización y puede ser de tres tipos:
-Formadas con entre 100 y 1000 monómeros resultan blandos.
-Formadas con más de 1000 resultan resistentes y flexibles.
- Polimerización directa: Las moléculas reaccionan por efecto del calor o la presión en presencia de un catalizador.
- Policondensación: Se forman cadenas por reacción entre monómeros que tienen más de dos grupos reactivos.
- Poliadicción: Es un proceso como la policondensación pero que se realiza en etapas.
- La longitud de la cadena de moléculas determina sus características
-Formadas con entre 100 y 1000 monómeros resultan blandos.
-Formadas con más de 1000 resultan resistentes y flexibles.
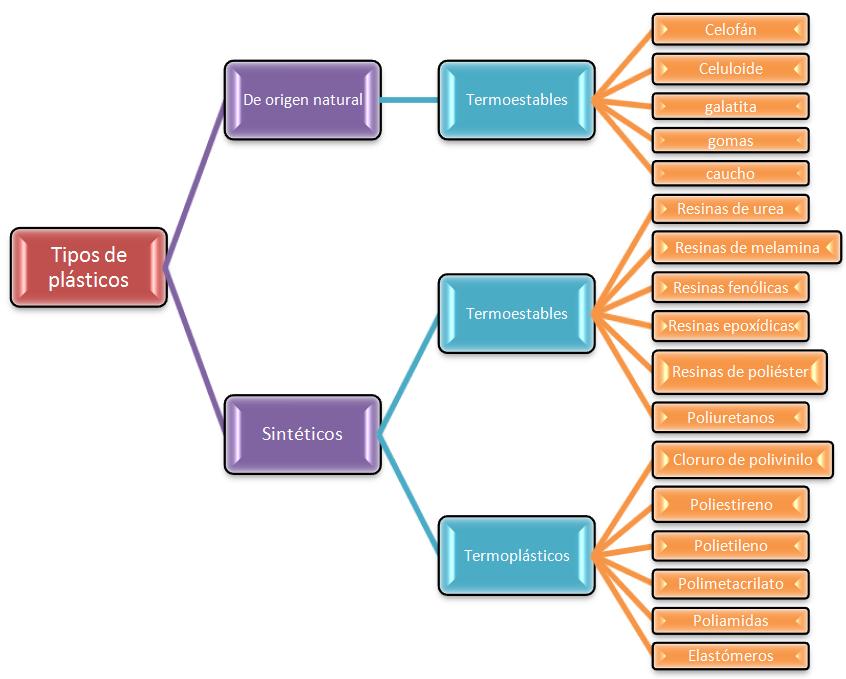
clasificación de los plásticos

Termoplásticos: Por polimerización directa, constituidas con cadenas paralelas con algún enlace entre ellas. Se reblandecen con el calor y adquieren diferentes formas cada vez que se calientan.
|

Termoestable: Policondensación de macromoléculas orientadas en todas las direcciones. Al aplicarles calor se producen modificaciones en su estructura que las vuelven permanente y no vuelven a reblandecerse aunque le volvamos a aplicar calor
|
métodos de obtención

MOLDEO POR COMPRESIÓN
Se aplica cuando la materia primea es una resina termoestable. Consiste en introducirla en forma de granos o en estado pastoso en unos moldes calientes de acero. A veces, se añade fibra de vidrio para reforzar el plástico y, también, colorantes o estabilizantes. A continuación, se presiona la resina hasta que se adapta a la forma del molde. Después, se separan las dos partes del molde y se extrae la pieza todavía caliente.
Se aplica cuando la materia primea es una resina termoestable. Consiste en introducirla en forma de granos o en estado pastoso en unos moldes calientes de acero. A veces, se añade fibra de vidrio para reforzar el plástico y, también, colorantes o estabilizantes. A continuación, se presiona la resina hasta que se adapta a la forma del molde. Después, se separan las dos partes del molde y se extrae la pieza todavía caliente.
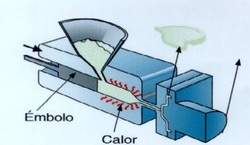
MOLDEO POR INYECCIÓN
Se emplea con resinas termoestables. Consiste en introducir la resina en un cilindro calentado en su parte externa por una resistencia de caldeo. A continuación, un émbolo inyecta el plástico a presión en un molde, donde fragua tomando la forma de éste. Cuando la pieza está suficientemente fría, se abre el molde y se extrae de él.
Se emplea con resinas termoestables. Consiste en introducir la resina en un cilindro calentado en su parte externa por una resistencia de caldeo. A continuación, un émbolo inyecta el plástico a presión en un molde, donde fragua tomando la forma de éste. Cuando la pieza está suficientemente fría, se abre el molde y se extrae de él.

MOLDEO POR EXTRUSIÓN
Se emplea con resinas termoplásticas. Consiste en introducir la resina en forma de granos en un cilindro que dispone de resistencia de caldeo. Un tornillo sin fin interior empuja los granos hacia la boca de salida, llamada hilera, de cuya forma depende la de las piezas obtenidas. El material sale de modo continuo, se enfría en el aire y se enrolla en bobinas dispuestas para el almacenaje.
Se emplea con resinas termoplásticas. Consiste en introducir la resina en forma de granos en un cilindro que dispone de resistencia de caldeo. Un tornillo sin fin interior empuja los granos hacia la boca de salida, llamada hilera, de cuya forma depende la de las piezas obtenidas. El material sale de modo continuo, se enfría en el aire y se enrolla en bobinas dispuestas para el almacenaje.

MOLDEO POR SOPLADO
Se emplea con resinas termoplásticas. Consiste en introducir una porción de tubo reblandecido en un molde, abierto en dos partes. Al juntarse éstas, se cierra una parte del tubo y por la otra se insufla el aire hasta que el plástico se adapta a las paredes frías del molde. El plástico se endurece al contacto con ellas, se abre el molde y se extrae la pieza.
Se emplea con resinas termoplásticas. Consiste en introducir una porción de tubo reblandecido en un molde, abierto en dos partes. Al juntarse éstas, se cierra una parte del tubo y por la otra se insufla el aire hasta que el plástico se adapta a las paredes frías del molde. El plástico se endurece al contacto con ellas, se abre el molde y se extrae la pieza.

MOLDEO DE CONFORMACIÓN AL VACÍO
Se aplica también a sustancias termoplásticas. Para ello, se parte de placas que se calientan hasta reblandecerse. Primero se insufla aire hasta que el plástico se adapta a una matriz hembra. A continuación, se succiona hasta que el material se adapta a la matriz macho. Una vez fría, la pieza se extrae ya conformada.
Se aplica también a sustancias termoplásticas. Para ello, se parte de placas que se calientan hasta reblandecerse. Primero se insufla aire hasta que el plástico se adapta a una matriz hembra. A continuación, se succiona hasta que el material se adapta a la matriz macho. Una vez fría, la pieza se extrae ya conformada.
